
产品情报
瑞穗工业的超硬工具及模具的制品广泛应用于电子器械、电器器械、产业器械、建设器械、汽车、船舶、餐具、家庭用品等多个领域。并且今后将根据客户要求研发创新新的产品。
| 电信领域 | 电磁材用粉末成型模具、IC金属框架模具、半导体用超硬模具等 |
| 汽车关联领域 | 冷锻汽车部件、各种热压模具、粉末成形板牙用模具等 |
| 产业机械领域 | 各种冲压模具、刀具类、特殊小部品、各种刀片、各种打孔机、连续冲压模等 |
| 铁工领域 | 超硬滚筒、冷成形板牙、联箱板牙、各种异形板牙等 |
| 矿山土木领域 | Triamant, 接地麻花钻、打孔尖端、钻孔尖端、喷嘴等 |
超硬合金以外的制品
铁制品(SKD SKH HAP SUS)、铝制品等广泛制品也可生产。因此超硬合金以外的制品也请于我们商谈。
所有精密冲压模

超硬合金模具在高耐磨损的基础上能长久保持高精度。请试用下包含本公司多年经验的超硬精密冲压模。
特殊精密打孔机

高精度、低价格,成批生产的小口径打孔机及销钉是我们的得意之作。
干电池相关模具

粉末成型模具(电器机械、通讯工具用)

冷压模具(汽车用)

自动机部品
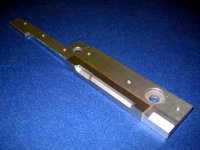
自动省力装置及半导体检查装置等装置的部品在要求高水准的持久性同时也要保证精度,那样的精密超硬部品就能发挥出真正的实力了。尽管现在没有用到超硬合金的地方,也请和我们商谈。 箭头所指的深色部分才是超硬合金,钎焊于部件本体上。
各种超硬素材(工业机械设备用)

特殊小部品(切削工具、刀具用)

超硬刀片

圆形刀具
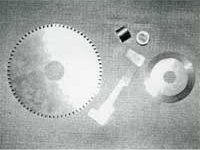

模具部品

照片上的是冲压模,各种特殊用途的模具皆可制作,请与我们联系。
材质表
| 类别 | CIS 标记符号 | 本公司标记符号 | 硬度(HRA) | 密度(g/cm3) | 抗弯强度(MPa) | 主要用途 |
| 超微粒 | VF10 | K2 | 94.0 | 14.65 | 3200 | |
| VF20 | VX35 | 92.8 | 14.40 | 3400 | 小径部品、冲压板、电子部件模具 | |
| VF30 | VX06 | 91.4 | 13.90 | 3800 | 壶、柱塞头 | |
| VF40 | VX07 | 89.9 | 13.50 | 3300 | 单锅 | |
| VF30 (Z20) |
G6F | 91.2 | 14.20 | 3200 | 精密模具、打孔机、刀具、不锈钢冲压模、端铣刀、拉杆刀模 | |
| 微粒高温耐磨损性 | VF20 (K01) |
MX02 | 92.8 | 14.91 | 2400 | 切削用碳端铣刀、木工刀具、喷嘴 |
| 微粒抗腐蚀性 | VF10 | RT1A | 93.3 | 14.95 | 1800 | 喷嘴 |
| VF30 | G3A | 91.2 | 14.40 | 3000 | 精密模具、打孔机、刀模 | |
| VF40 | G5A | 90.4 | 14.25 | 3500 | 精密模具、打孔机、切削刀具 | |
| VF50 | G7A | 88.7 | 13.60 | 3500 | 刀具 | |
| 高温用 | RC50 | G6N | 87.8 | 14.30 | 2800 | 热用板牙、热用打孔机 |
| RU70 | G7N | 83.5 | 13.50 | 2600 | 热用板牙、热用打孔机 | |
| 一般合金 | VM20 (K10) |
G1 | 92.0 | 15.00 | 2700 | 拉丝模、火花塞、刀具、喷嘴、导柱 |
| VM30 (K20) |
G2 | 91.0 | 14.80 | 3000 | 拉深模、引线环、拉丝模、辊中心、叶片、模具、打孔机、卡盘 | |
| VM40 (K30) |
G3 | 90.0 | 14.50 | 3200 | 拉深模、大型冲模、轧辊、模具、打孔机、端铣刀 | |
| VM40 | G5 | 89.0 | 14.30 | 3400 | 拉深模、大型冲模、轧辊、冲压板导柱、模具、打孔机 | |
| VM50 | G5C | 88.5 | 14.30 | 3000 | 精密模具、模具 | |
| 粗粒耐冲击 | VC50 (E4) |
G6 | 87.5 | 14.00 | 3000 | 拉深模、冲孔模、通水管冲?模、通水管打孔机、小型部件、钻头、刮削器 |
| VU60 (E5) |
SG5 | 86.5 | 14.30 | 2600 | 钻孔部件、麻花钻、钻头 | |
| VU70 | G7 | 83.5 | 13.60 | 2500 | 通水管冲压模、通水管打孔机、纵断器、拉深模 | |
| 非磁性耐腐蚀性 | NM50 | NJ | 87.0 | 13.75 | 3000 | 非磁性粉末成型模具、打孔机、轴承 |
材质特性比较表1 (WC 粒径, Co - wt %, etc.)
| 材质符号 | WC 粒径 (µm) | Co(wt%) | 硬度 (HRA) | 抗折力 (MPa) | 主要用途,特征 |
| G3A | 1.0 以下 | 10.0 | 91.2 | 3000 |
|
| G5A | 1.0 以下 | 12.0 | 90.4 | 3500 |
|
| G6F | 0.7 以下 | 12.0 | 91.2 | 3200 |
|
| MX02 | 1.0 以下 | 6.0 | 92.8 | 2400 |
|
| NJ | 1 - 2.0 | 16.0 ( Ni ) | 87 | 3000 |
|
| VX25 | 0.5 | 8.0 | 93.4 | 3600 |
|
| VX35 | 0.5 | 10.5 | 92.7 | 3700 |
|
材?特性比较表2 (矫顽力、饱和磁通密度、抗裂性、杨氏模量等)
| 材质 | 密度 (g/c㎥) |
硬度 (HRA) |
矫顽力 (Oe) |
饱和磁通密度 (µT㎥/Kg) |
抗裂性 (Kgf/mm) |
抗弯强 (Mpa) |
杨氏模量 (GPa) |
| VX07 | 13.5 | 89.9 | 269 | 33.0 | 154 | 3300 | 561 |
| VX06 | 13.9 | 91.4 | 322 | 22.0 | 89 | 3800 | 571 |
| VX25 | 14.55 | 93.4 | 334 | 16.6 | 67 | 3600 | 613 |
| VX35 | 14.3 | 92.7 | 302 | 20.3 | 76 | 3700 | 610 |
| G6F | 14.2 | 91.2 | 269 | 24.0 | 93 | 3200 | 584 |
| G5 | 14.30 | 89.0 | 142 | 20.9 | 209 | 3400 | 581 |
| G5A | 14.25 | 90.4 | 196 | 19.5 | 123 | 3400 | 581 |
| G6 | 14 | 87.5 | 108 | 27.1 | 714 | 3000 | 510 |
超硬合金制作工序(九州瑞穗株式会社)
介绍一下本公司的超硬合金制作工序。超硬合金的烧结是在本公司的子公司九州瑞穗(株)大分工厂进行的,图例与工厂一致。
1.原料粉末
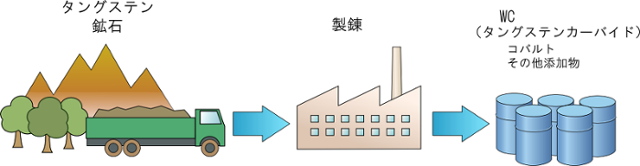
购买原材料
- WC(碳化钨粉)
- Co (钴粉)
- 其他各种添加剂
2.调配混合
用球磨机及超微研磨机把原材料粉末粉碎混合均匀,再用真空搅拌机干燥制成原料粉。


3.Press (冷間等全方加圧法)
用 Dry CIP 及 Wet CIP 将各种材料混合成的原料制成压坯。
Dry CIP


4.预烧(半焼)
压坯加工前进行预烧。




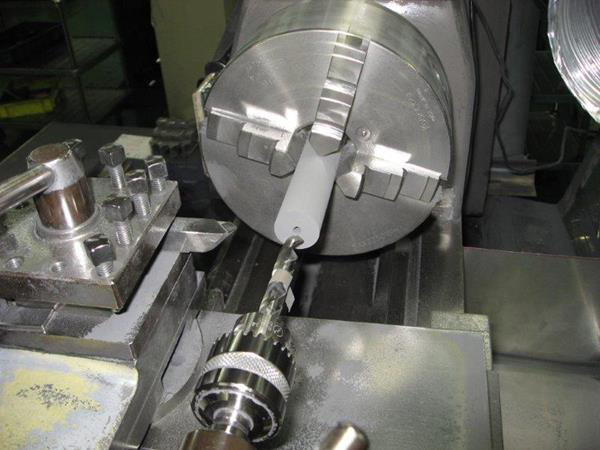
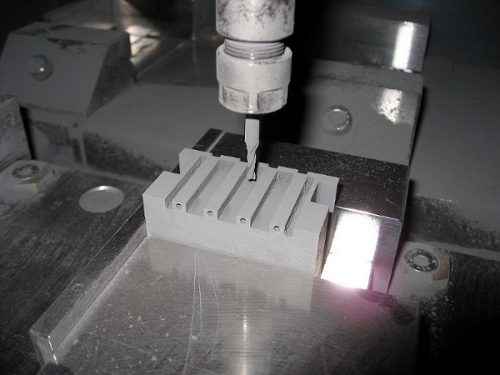
5.成型
对预烧完压坯进行加工。

6. 烧结 (HIP)
1300 ~ 1500度的温度下进行真空烧结。


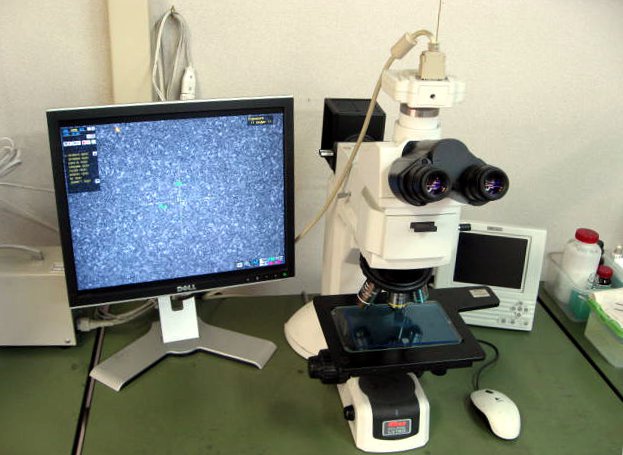
7.品质管理



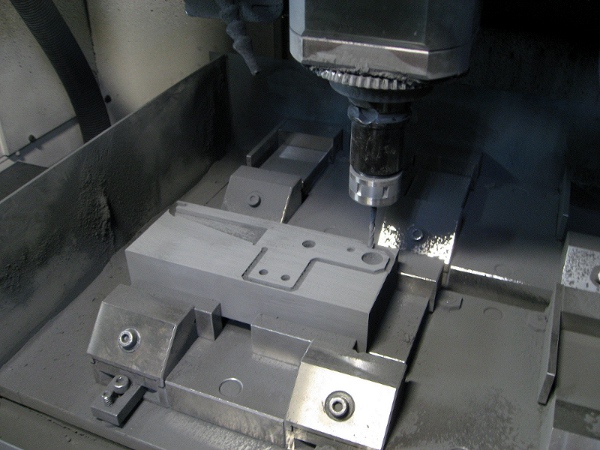
8.加工





设备一览
| 平面磨床 | 15台 | 数控成形磨床 | 15台 |
| 万能工具磨床 | 5台 | 数控坐标磨床 | 2台 |
| 数控电火花机 | 5台 | 精密外圆磨床 | 10台 |
| 线切割机 | 10台 | 数控铣床 | 3台 |
(包含协助工厂)
9.产品检查


10.打包发送
认真装包发送。

