
產品情報
瑞穗工業的超硬工具及模具的製品廣泛用於電子器械、電器器械、產業器械、建設器械、汽車、船舶、餐具、家庭用品等多個領域。並且今後將根據客?要求研發創新新的產品。
| 電信領域 | 電磁材用粉末成型模具、IC金屬框架模具、半導體用超硬模具等 |
| 汽車相關領域 | 冷鍛汽車部件、各種熱壓模具、粉末成型板牙用模具等 |
| 產業機械領域 | 各種沖壓模局、道具類、特殊小部品、各種刀片、各種打孔機、連續沖壓模等 |
| 鐵工領域 | 超硬滾筒、冷成形板牙、聯箱板牙、各種異形板牙等 |
| 礦山土木領域 | Triamant, 接地麻花鑽、打孔尖端、鑽孔尖端、噴嘴等 |
超硬合金以外的製品
鐵製品(SKD SKH HAP SUS)、鋁製品等廣泛製品也可生產。因此超硬合金以外的製品也請與我們聯繫。
所有精密沖壓模

超硬合金模具在高耐磨損的基礎上能長久保持高精度。請試用下包含本公司多年經驗的超盈精密沖壓模。
特殊精密打孔機

高精度、低價格,成批生產的小口徑打孔機及銷釘是我們的得意之作。
乾電池相關模具

粉末成型模具(電器機械、通訊工具用)

冷壓模具(汽車用)

自動機部品
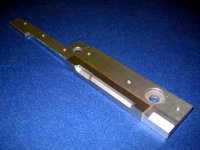
自動省力裝置及半導體檢查裝置等裝置的部品在要求高水準的持久性同時也要保持精度,精密超硬部品就能發揮出真正的實力了。在沒有用到超硬合金的地方,也請和我們商談。 箭頭所指的深色地方才是超硬合金,釬焊與部品本體上。
各種超硬素材(工業機械設備用)

特殊小部品(切削工具、刀具用)

超硬刀片

圓形刀具

模具部品

照片上的是沖壓模,各種特殊用途的模具皆可製作,請與我們聯繫。
材種表
| 類別 | CIS 標記符號 | 本公司標記符號 | 硬度(HRA) | 密度(g/cm3) | 抗折力(MPa) | 主要用途 |
| 超微粒 | VF10 | K2 | 94.0 | 14.65 | 3200 | |
| VF20 | VX35 | 92.8 | 14.40 | 3400 | 小徑部品、沖壓板、電子部品模具 | |
| VF30 | VX06 | 91.4 | 13.90 | 3800 | 壺、柱塞頭 | |
| VF40 | VX07 | 89.9 | 13.50 | 3300 | 單鍋 | |
| VF30 (Z20) |
G6F | 91.2 | 14.20 | 3200 | 精密模具、打孔機、刀具、不鏽鋼沖壓模、端鐉刀、拉桿刀模 | |
| 微粒高温耐磨损性 | VF20 (K01) |
MX02 | 92.8 | 14.91 | 2400 | 切削用碳端鐉刀、木工刀具、噴嘴 |
| 抗腐蝕性微粒 | VF10 | RT1A | 93.3 | 14.95 | 1800 | 噴嘴 |
| VF30 | G3A | 91.2 | 14.40 | 3000 | 精密模具、打孔機、刀模 | |
| VF40 | G5A | 90.4 | 14.25 | 3500 | 精密模具、打孔機、切削刀模 | |
| VF50 | G7A | 88.7 | 13.60 | 3500 | 刀具 | |
| 高溫用 | RC50 | G6N | 87.8 | 14.30 | 2800 | 熱用板牙、熱用打孔機 |
| RU70 | G7N | 83.5 | 13.50 | 2600 | 熱用板牙、熱用打孔機 | |
| 一般合金 | VM20 (K10) |
G1 | 92.0 | 15.00 | 2700 | 拉絲模、火花塞、刀具、噴嘴、導柱 |
| VM30 (K20) |
G2 | 91.0 | 14.80 | 3000 | 拉深模、引线环、拉丝模、辊中心、叶片、模具、打孔机、卡盘 | |
| VM40 (K30) |
G3 | 90.0 | 14.50 | 3200 | 拉深模、大型沖模、軋輥、模具、打孔機、端鐉刀 | |
| VM40 | G5 | 89.0 | 14.30 | 3400 | 拉深模、大型冲模、軋輥、沖壓板導柱、模具、打孔機 | |
| VM50 | G5C | 88.5 | 14.30 | 3000 | 精密模具、模具 | |
| 耐衝擊粗粒 | VC50 (E4) |
G6 | 87.5 | 14.00 | 3000 | 拉深模、沖孔模、通水管沖模、通水管打孔機、小型部件、鑽頭、刮削器 |
| VU60 (E5) |
SG5 | 86.5 | 14.30 | 2600 | 鑽孔部件钻、麻花鑽、鑽頭 | |
| VU70 | G7 | 83.5 | 13.60 | 2500 | 通水管沖模、通水管打孔機、縱斷器、拉深模 | |
| 非磁性耐腐蝕性 | NM50 | NJ | 87.0 | 13.75 | 3000 | 非磁性粉末成型模具、打孔機、軸承 |
材質特性比較表1 (WC 粒徑, Co - wt %, etc.)
| 材質符號 | WC 粒徑 (µm) | Co(wt%) | 硬度 (HRA) | 抗折力 (MPa) | 主要用途,特征 |
| G3A | 1.0 以下 | 10.0 | 91.2 | 3000 |
|
| G5A | 1.0 以下 | 12.0 | 90.4 | 3500 |
|
| G6F | 0.7 以下 | 12.0 | 91.2 | 3200 |
|
| MX02 | 1.0 以下 | 6.0 | 92.8 | 2400 |
|
| NJ | 1 - 2.0 | 16.0 ( Ni ) | 87 | 3000 |
|
| VX25 | 0.5 | 8.0 | 93.4 | 3600 |
|
| VX35 | 0.5 | 10.5 | 92.7 | 3700 |
|
材質特性比較表2 (矯頑力、飽和磁通密度、抗裂性、杨氏模量等)
| 材质 | 密度 (g/c㎥) |
硬度 (HRA) |
矯頑力 (Oe) |
飽和磁通密度 (µT㎥/Kg) |
抗裂性 (Kgf/mm) |
抗彎強度 (Mpa) |
楊氏模量 (GPa) |
| VX07 | 13.5 | 89.9 | 269 | 33.0 | 154 | 3300 | 561 |
| VX06 | 13.9 | 91.4 | 322 | 22.0 | 89 | 3800 | 571 |
| VX25 | 14.55 | 93.4 | 334 | 16.6 | 67 | 3600 | 613 |
| VX35 | 14.3 | 92.7 | 302 | 20.3 | 76 | 3700 | 610 |
| G6F | 14.2 | 91.2 | 269 | 24.0 | 93 | 3200 | 584 |
| G5 | 14.30 | 89.0 | 142 | 20.9 | 209 | 3400 | 581 |
| G5A | 14.25 | 90.4 | 196 | 19.5 | 123 | 3400 | 581 |
| G6 | 14 | 87.5 | 108 | 27.1 | 714 | 3000 | 510 |
超硬合金製作工序(九州瑞穗株式會社)
介紹一下本公司的超硬合金製作工序。超硬合金的燒結是在本公司的子公司九州瑞穗(株)大分工廠進行的,圖例與工廠一致。
1.原料粉末
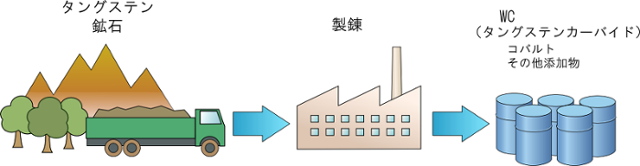
購買原材料
- WC(碳化鎢粉)
- Co (鈷粉)
- 其他各種添加劑
2.調配混合
用球磨機及超微研磨機把原材料粉末粉碎混合均勻,再用真空攪拌機乾燥製成原料粉。


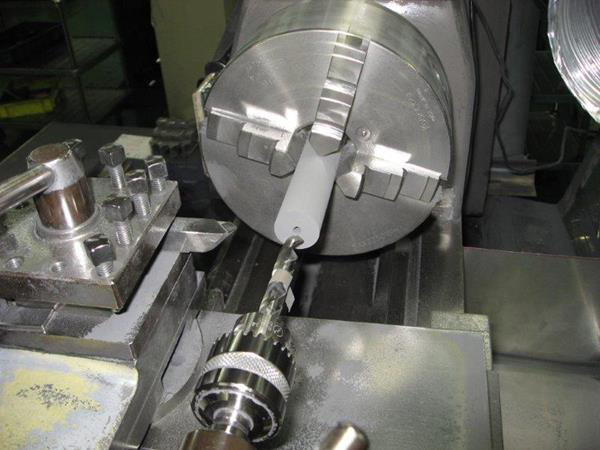
3.Press (冷鍛等全方加壓法)
將材料混合成的原料製成壓坯。
Dry CIP


4.預燒(半燒)
雅皮加工前進行預燒




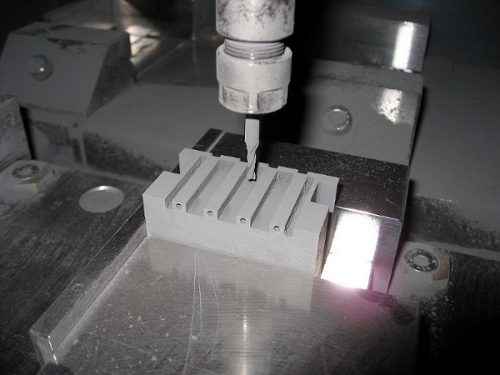
5.成型
對預燒完壓坯進行加工。

6. 燒結 (HIP)
1300~1500度的溫度下進行真空燒


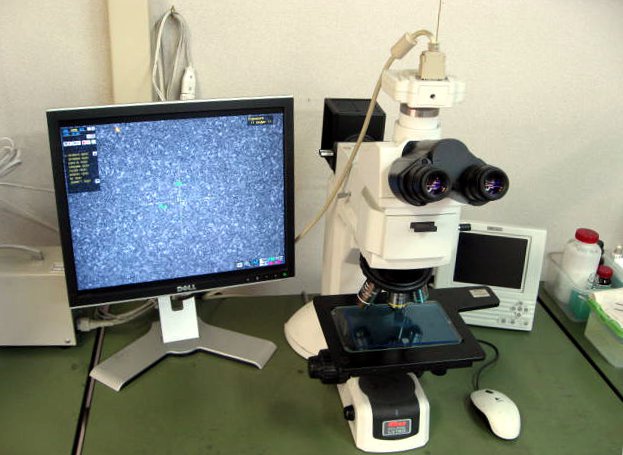
7.品質管理



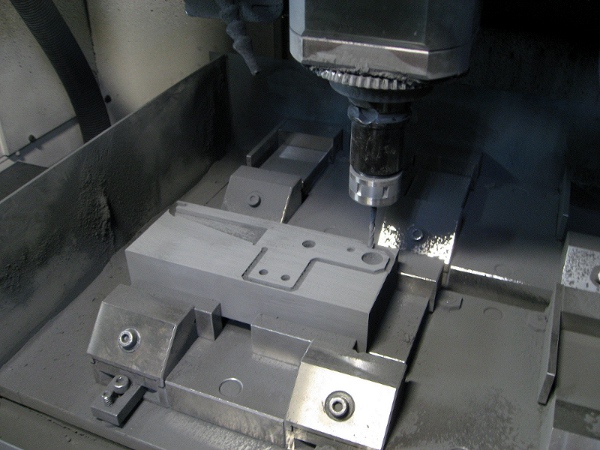
8.加工





設備一覽
| 平面磨床 | 15臺 | 數控成形磨床 | 15臺 |
| 萬能工具磨床 | 5臺 | 數控坐標磨床 | 2臺 |
| 數控電火花機 | 5臺 | 精密外圓磨床 | 10臺 |
| 線切割機 | 10臺 | 數控鐉床 | 3臺 |
(包含協助工廠)
9.產品檢查


10.打包發送
認真裝包發送

